Bohren von Löchern – Präzisions- und Mehrlochbohren
Für viele Teile müssen Löcher gebohrt werden. Es handelt sich um eines der häufigsten und grundlegendsten Bearbeitungsverfahren. Jedes gebohrte Loch spielt in der Regel eine wichtige Rolle für die Funktion des Teils und muss genau nach der Spezifikation hergestellt werden. Beim Bohren mehrerer Löcher in einem Teil ist es wichtig, die richtigen Bohrbedingungen festzulegen, um eine stabile Verarbeitung zu gewährleisten, da ein einziger Fehler in einem Loch das gesamte Teil zerstören kann.
Wir bei Top Seiko quantifizieren die Bohrbelastung durch Messung der Werkzeugbelastung, um das am besten geeignete Bohrwerkzeug zu entwickeln und die optimalen Bearbeitungsbedingungen festzulegen.
| Materialien, die mit unseren Bohrdienstleistungen kompatibel sind | Advanced Ceramics, Fused Silica Glass (Fused Quartz), Glass Ceramics, Borosilicate Glass (Tempax), Silicon, Machinable Ceramics, Metal Ceramic Composite Materials, Molybdenum, Tungsten, and Tantalum. |
|---|---|
| Fähigkeiten zum Bohren von Löchern |
Lochdurchmesser: Mikrolöcher, Löcher mit kleinem Durchmesser, mittlere und große Löcher Tiefe des Lochs: 0,05~400 mm Bohrungsformen: gerade, konische, quadratische und Gewindelöcher Lochdurchmesser Genauigkeit:±0,005~0,1 mm Anzahl der Löcher pro Teil: 1~5.000 |
| Verwendete Maschinen |
Bearbeitungszentren: 3-Achs-/5-Achs-Bearbeitungszentren mit Kühlmittelanlagen vom Typ Center-Through* und Hochgeschwindigkeits-Bearbeitungszentren mit Linearmotor Kombinierte Drehmaschinen EDM-Maschine zum Bohren von Löchern Drahterodiermaschine *Das Kühlmittelsystem vom Typ Center-Through versorgt die Werkzeugspitze durch die Bohrung in der Spindel und im Werkzeug mit Hochdruck-Kühlmittel, um die Späne effektiv zu spülen, zu kühlen und die Lebensdauer des Werkzeugs zu verlängern. |
| Materialien für Bohrwerkzeuge | Wolframkarbid, Diamantkörner, einkristalliner Diamant, Diamantbeschichtung und Kompax. |
Bearbeitungskapazitäten für jedes Material von Top Seiko
Bearbeitbare Keramiken
| Lochdurchmesser (mm) | Maximales Tiefe-Durchmesser-Verhältnis (mm) | Lochdurchmesser-Genauigkeit (mm) | Maximale Anzahl von Löchern |
|---|---|---|---|
| 0.05~0.1 | 10:1 | ±0.005~±0.01 | 100~5,000 |
| 0.1~0.2 | 10:1 | ±0.005~±0.02 | 5,000 |
| 0.2~1.0 | 20:1 | ±0.005~±0.02 | 5,000 |
| 1.0~ | 30:1 | ±0.005~±0.05 | 5,000 |
Aluminiumoxid ist wie andere Hochleistungskeramiken sehr hart und spröde, was die Herstellung einiger Teile unmöglich oder zu teuer macht. Aufgrund ihrer hervorragenden Zerspanbarkeit können maschinell bearbeitbare Keramiken in der Regel ein hervorragender Ersatz für Aluminiumoxid oder andere harte Werkstoffe sein. Obwohl jede bearbeitbare Keramik einzigartige Eigenschaften hat, können Sie diejenige finden, die Ihren Anforderungen an Eigenschaften und Kosten entspricht. Es gibt viele erfolgreiche Fälle, in denen solche Materialien ersetzt wurden.
Geschmolzenes Quarzglas (Quarzglas), Borosilikatglas, Silicium
| Lochdurchmesser (mm) | Maximales Tiefe-Durchmesser-Verhältnis (mm) | Lochdurchmesser-Genauigkeit (mm) | Maximale Anzahl von Löchern |
|---|---|---|---|
| 0.05~0.1 | 10:1 | ±0.005~±0.01 | 10~200 |
| 0.1~0.2 | 10:1 | ±0.005~±0.01 | 200~500 |
| 0.2~0.4 | 20:1 | ±0.005~±0.05 | 500~2,000 |
| 0.4~1.5 | 30:1 | ±0.01~±0.05 | 2000~5,000 |
| 1.5~ | 30:1 | ±0.01~±0.05 | 5,000 |
Aluminiumoxid, Aluminiumnitrid
| Lochdurchmesser (mm) | Maximales Tiefe-Durchmesser-Verhältnis (mm) | Lochdurchmesser-Genauigkeit (mm) | Maximale Anzahl von Löchern |
|---|---|---|---|
| 0.05~0.1 | 10:1 | ±0.005~±0.01 | 50 |
| 0.1~0.2 | 10:1 | ±0.005~±0.02 | 50~100 |
| 0.2~0.4 | 20:1 | ±0.005~±0.05 | 100~500 |
| 0.4~1.5 | 30:1 | ±0.005~±0.05 | 500~3,000 |
| 1.5~ | 30:1 | ±0.005~±0.1 | 500~3,000 |
Siliciumcarbid, Zirconiumdioxid, Siliciumnitrid
| Lochdurchmesser (mm) | Maximales Tiefe-Durchmesser-Verhältnis (mm) | Lochdurchmesser-Genauigkeit (mm) | Maximale Anzahl von Löchern |
|---|---|---|---|
| 0.1~0.3 | 10:1 | ±0.01~±0.05 | 20 |
| 0.3~0.5 | 10:1 | ±0.01~±0.05 | 50 |
| 0.5~1.5 | 20:1 | ±0.01~±0.05 | 50~100 |
| 1.5~ | 20:1 | ±0.01~±0.05 | 200 |
Molybdän, Tantal
| Lochdurchmesser (mm) | Maximales Tiefe-Durchmesser-Verhältnis (mm) | Lochdurchmesser-Genauigkeit (mm) | Maximale Anzahl von Löchern |
|---|---|---|---|
| 0.05 | 10:1 | ±0.005~±0.01 | 100 |
| 0.05~0.2 | 10:1 | ±0.005~±0.01 | 100~500 |
| 0.2~2.0 | 20:1 | ±0.01~±0.05 | 500~3,000 |
| 2.0~ | 30:1 | ±0.01~±0.05 | 3,000 |
Wolfram
| Lochdurchmesser (mm) | Maximales Tiefe-Durchmesser-Verhältnis (mm) | Lochdurchmesser-Genauigkeit (mm) | Maximale Anzahl von Löchern |
|---|---|---|---|
| 0.1~0.3 | 10:1 | ±0.01~±0.05 | 20~300 |
| 0.3~2.0 | 20:1 | ±0.01~±0.05 | 20~300 |
| 2.0~ | 30:1 | ±0.01~±0.05 | 3,00 |

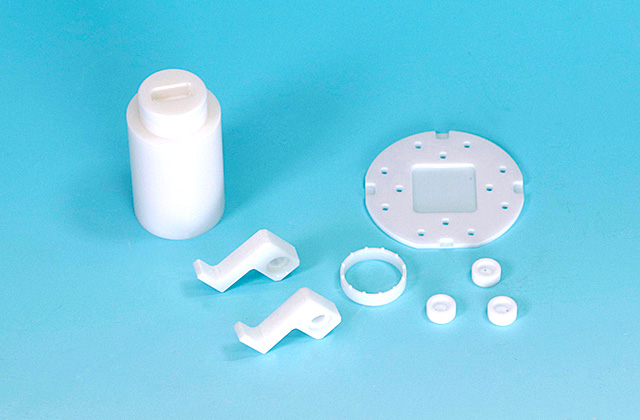
Bearbeitungsbeispiele
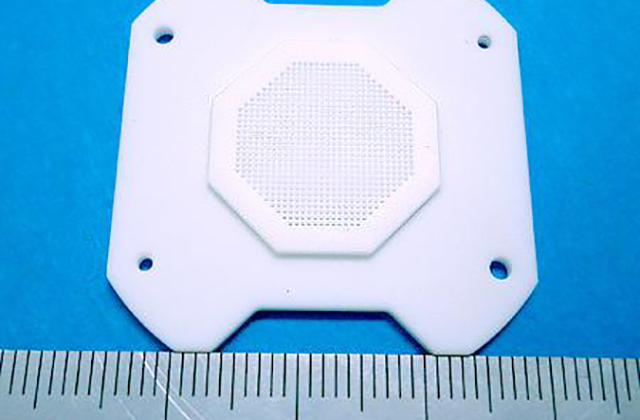
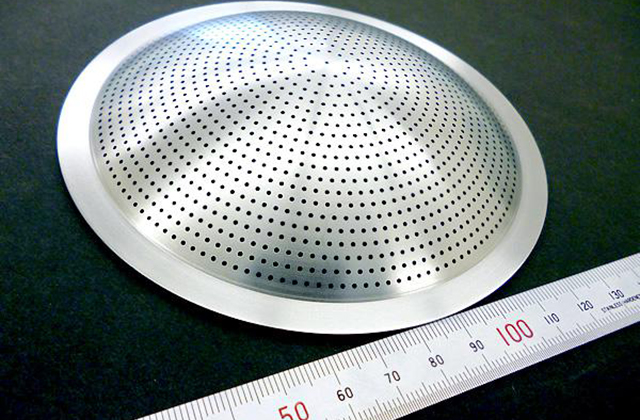
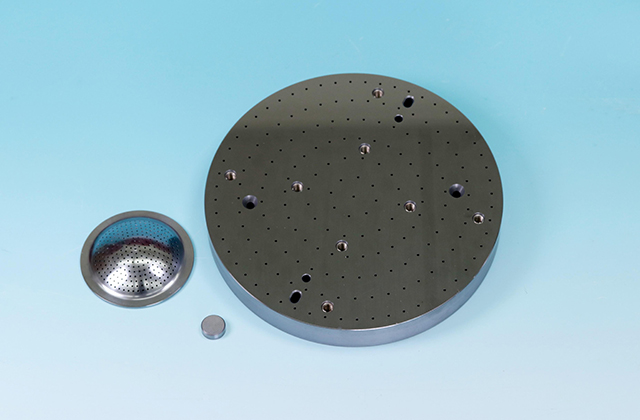
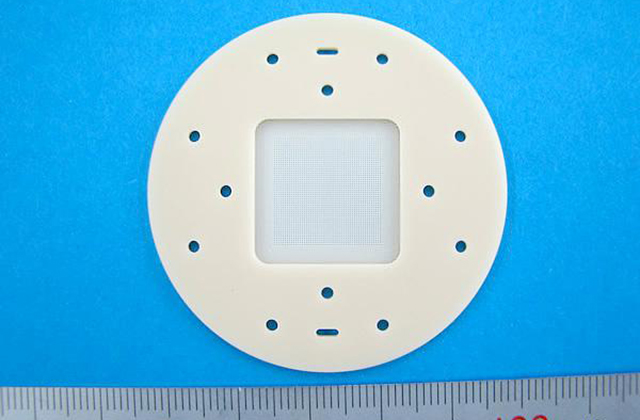
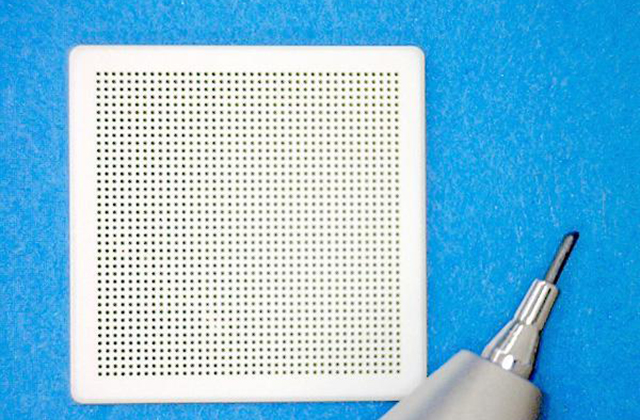
Shower Plate
Bearbeitungsbeispiel: φ0,1 x 1.000 PL für Macerite-SP

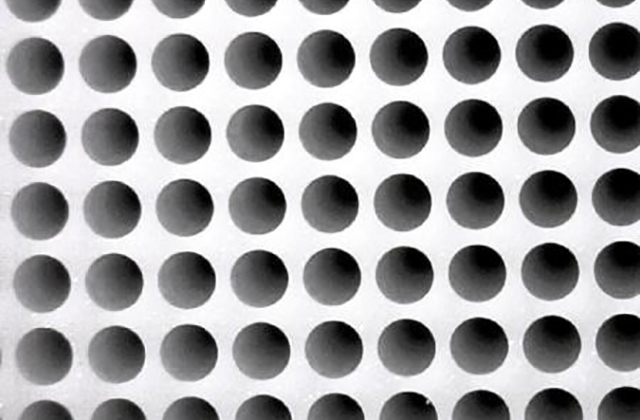
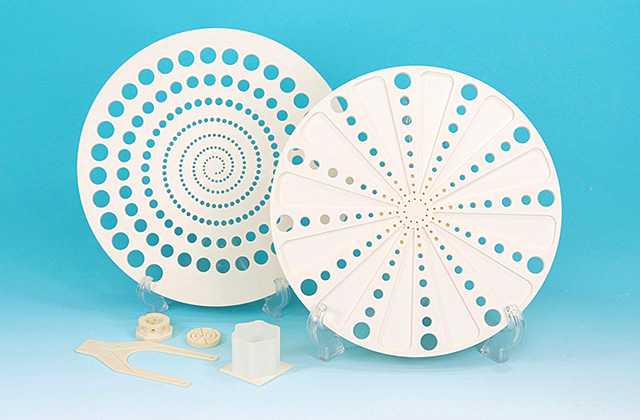
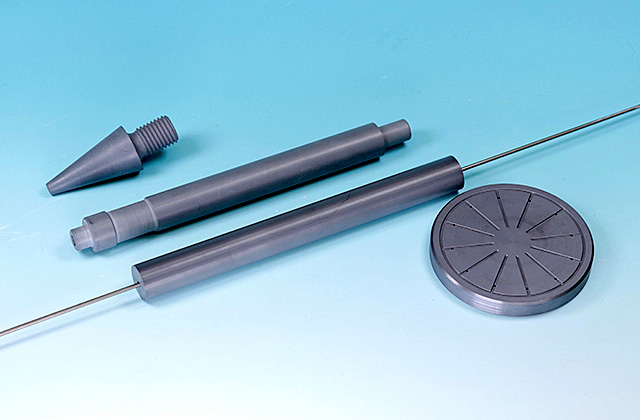
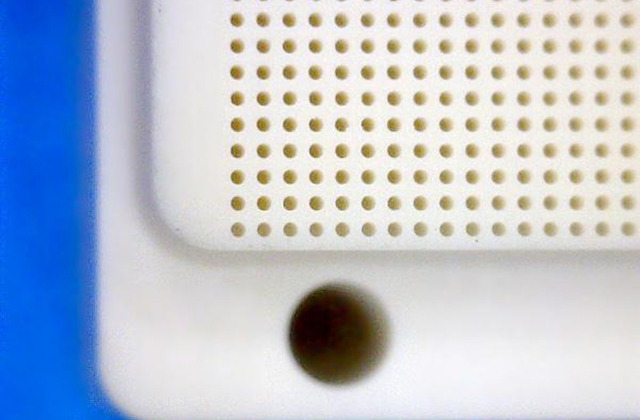
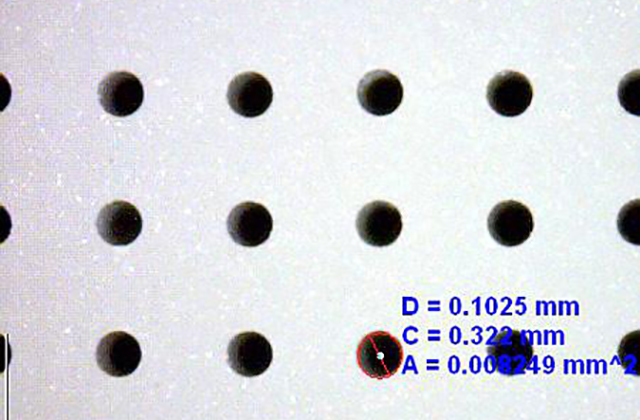
Gasdüse
Bearbeitungsbeispiel: φ0.1 x 1,650 PL for Shapal Hi M-Soft

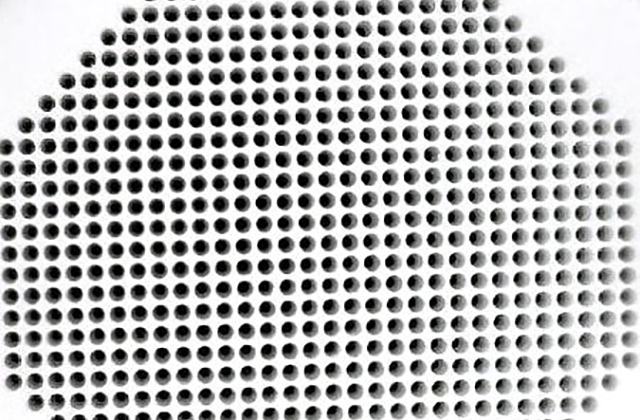
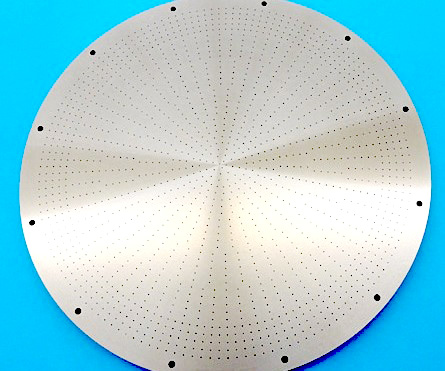
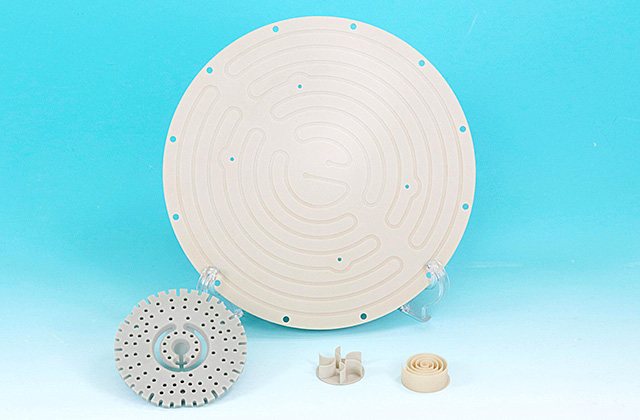
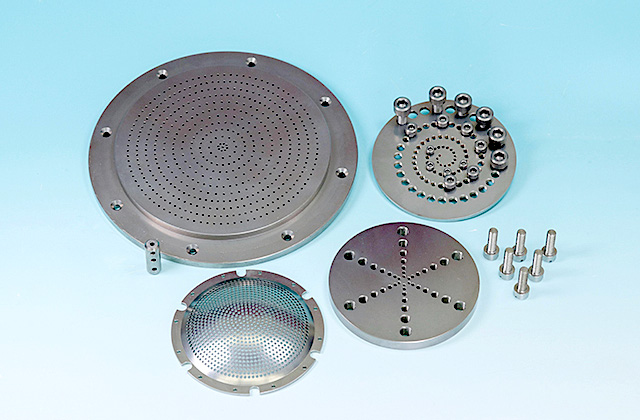
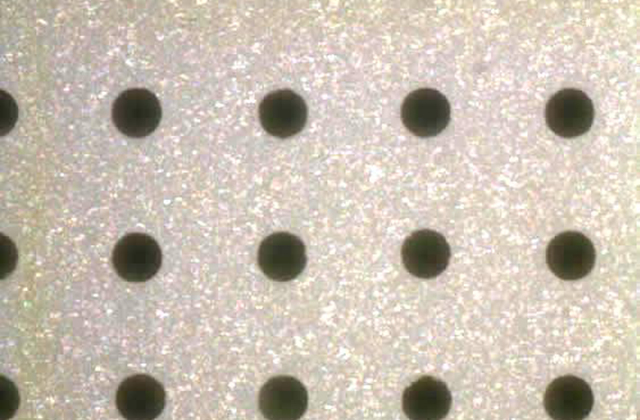
Filter
Bearbeitungsbeispiel: φ0.1 x 1,650 PL for Shapal Hi M-Soft


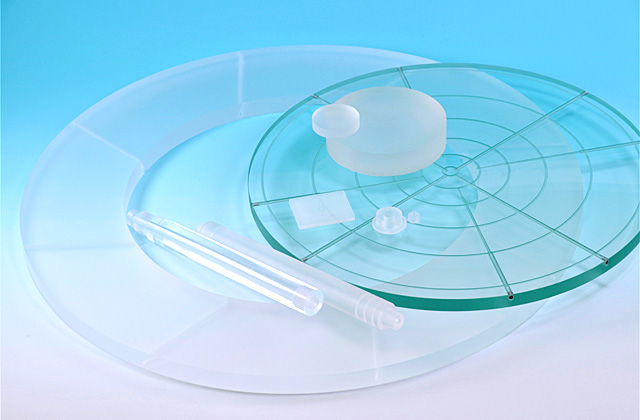
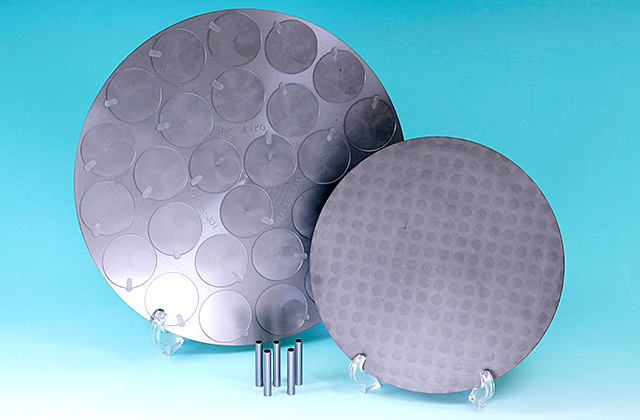
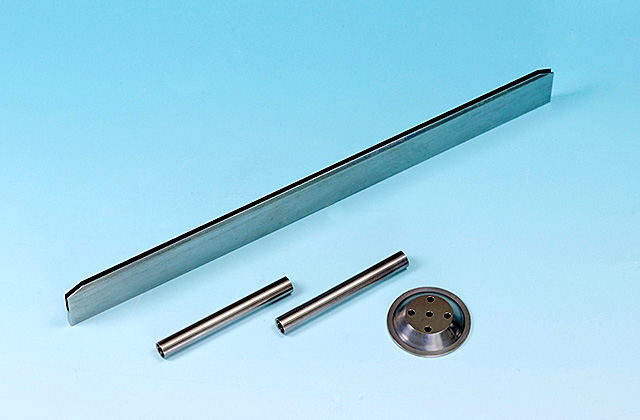
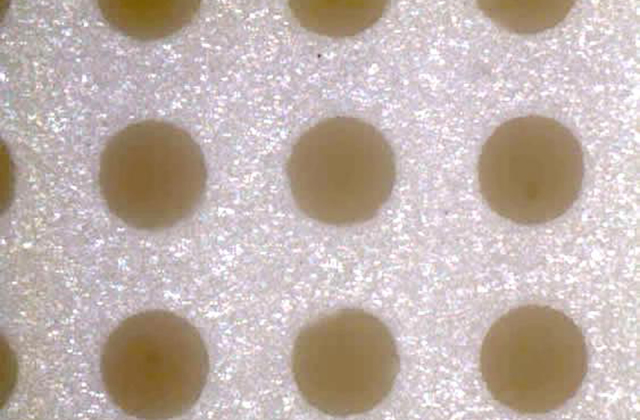
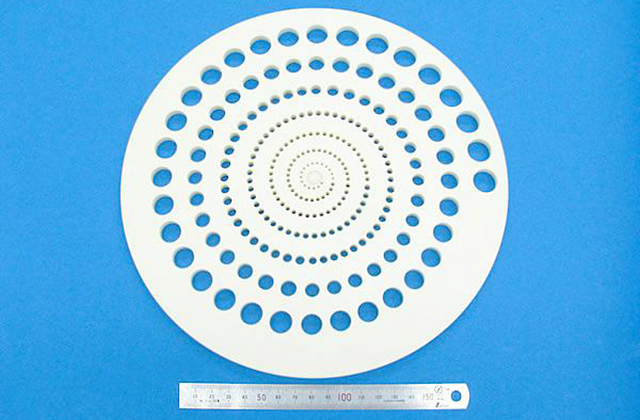
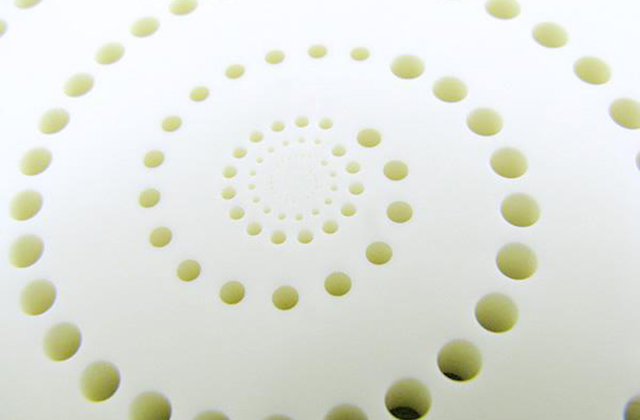
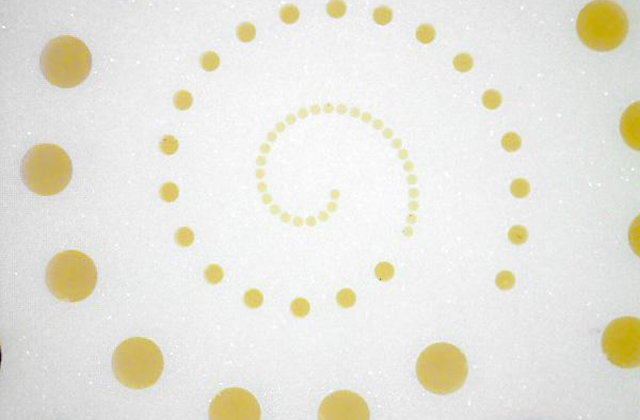
Beispiel für das Bohren von Löchern
Bohrung Beispiel: φ0,1~φ16,0 für Aluminiumoxid 99,5% Platte
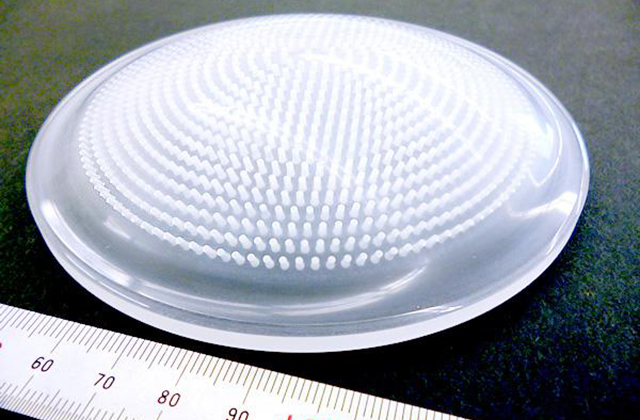
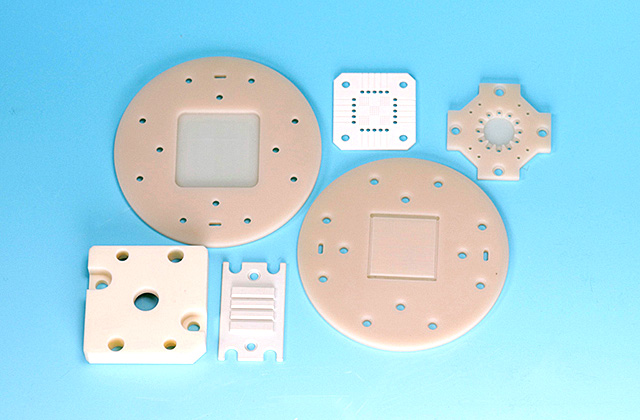
Beispiele für individuell bearbeitete Produkte
Bohren von Mikrolöchern: φ0,1 x 6.000 PL
Bohren von Mikrolöchern: φ0,1 x 3.000 PL