





Machining of Ceramics
-
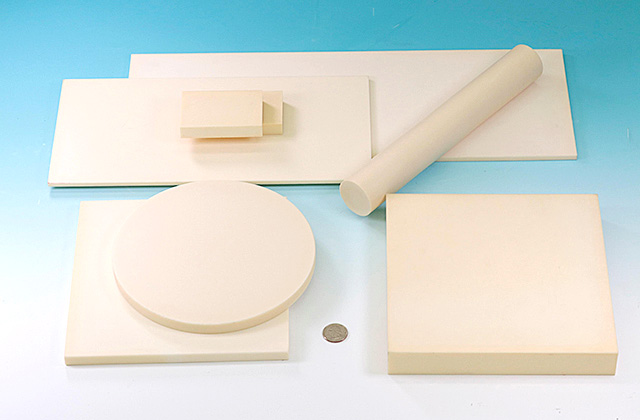
Alumina Materials(Sheets or Rods)
-
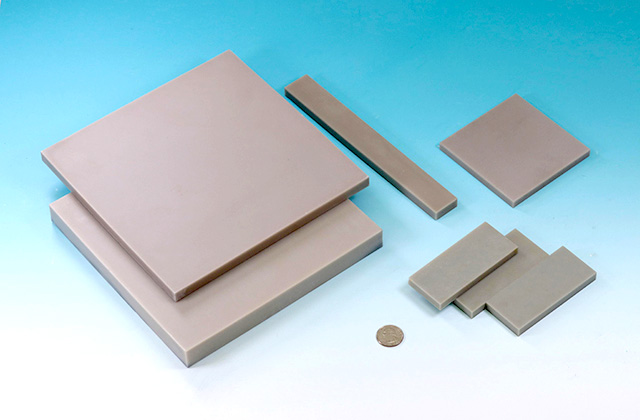
Aluminum Nitride Materials(Sheets)
-
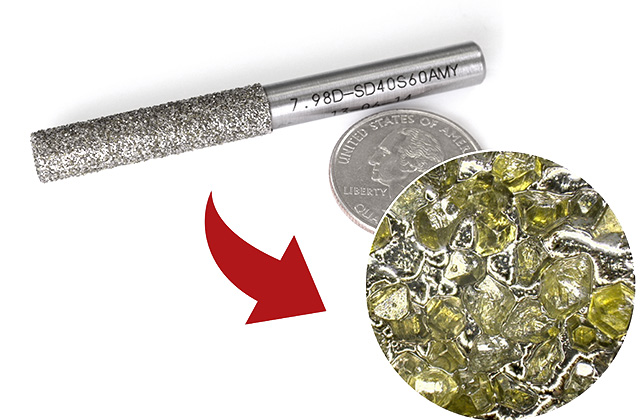
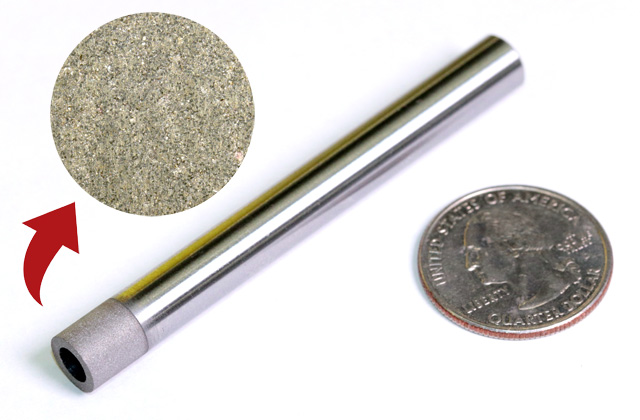
Electroplated Grinding Tool (grain size: #40)
-
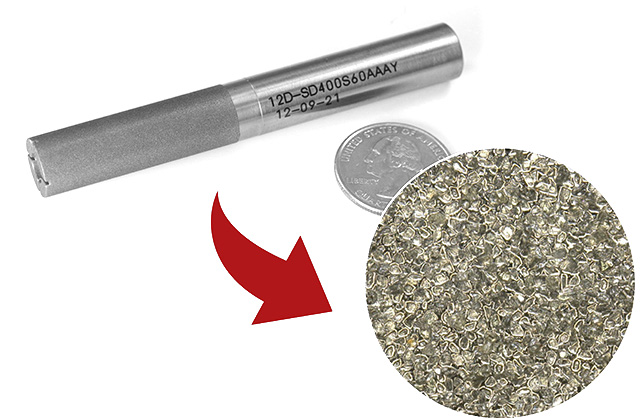
Electroplated Grinding Tool (grain size: #400)
-

Machining Process
-

Machining Process
-
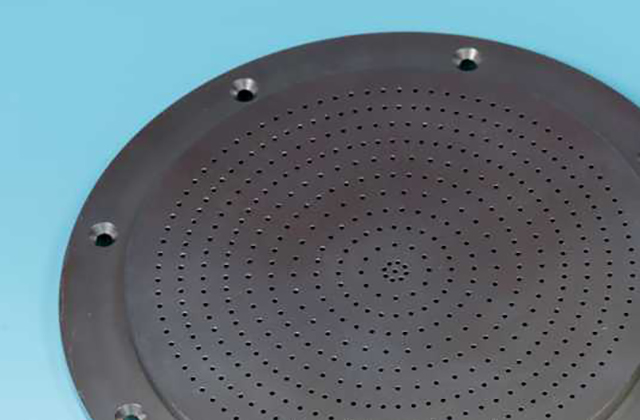
Machining Examples
-
Machining Examples
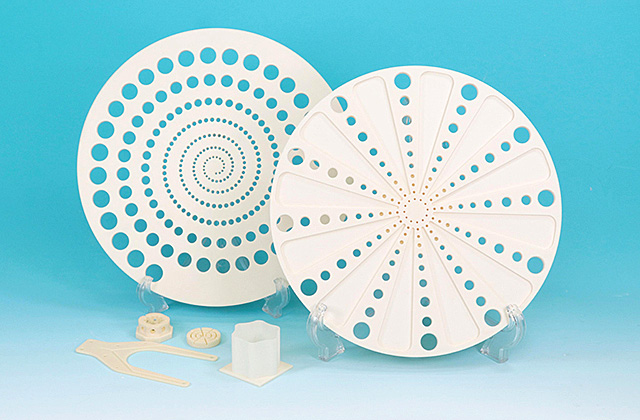
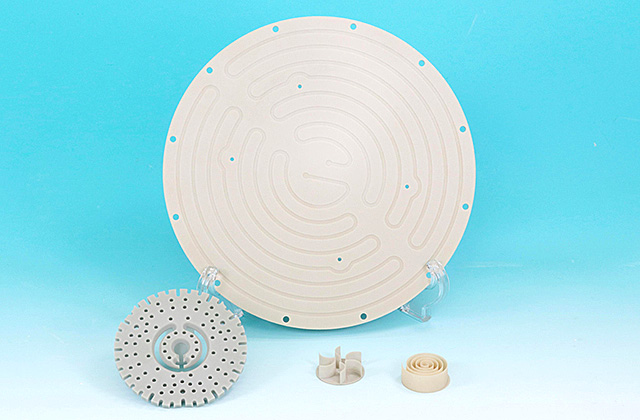
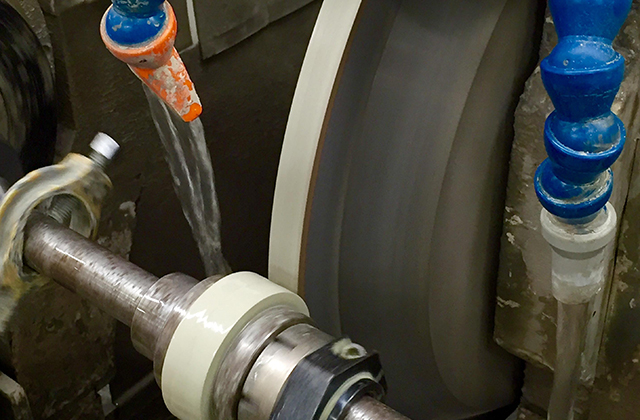
Ceramics processing with diamond whetstone
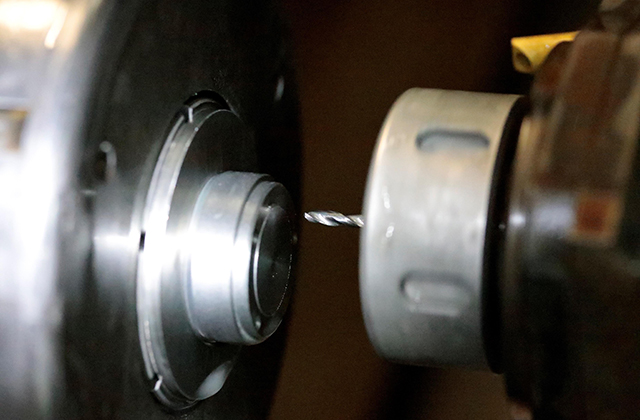
Most ceramics cannot be machined by traditional metallic tools due to their high brittleness and hardness. Instead, we use diamond grinding tools to machine them.
Imagine that we hammer on a concrete wall to make a hole. That is exactly how machining ceramics with a diamond grinding tool is like. Each diamond grain fixed on a tool works as a hammer. So basically, it is like breaking the ceramic wall with a countless number of hammers.
Hammers in general come in a variety of different sizes and shapes. When strength is needed, a larger hammer with flat hammer head is used. If precision is needed, a smaller hammer with sharp edge is used.
The same applies to a diamond grinding tool. Diamond grains also vary in sizes (so-called grit) and shapes. The larger the grit, the smaller the grain size. The smaller the grit, the coarser the grains are. As for the shapes, the grains with sharp edges have shorter life but can remove surface material on impact, whereas those with blunt edges have less wear and longer life. For better efficiency in rough machining, we use a diamond grinding tool with coarser grains which can last longer. However, for precision machining, we choose the one with sharp-edged smaller grains.
Also, hammers come in a variety of materials such as iron, copper, and plastic. Similarly, in diamond grinding tools, there are different kinds of bonds, such as electroplate, metal, resin, and vitrified, are used to fix diamond grains on a tool.
For speedy rough machining, hard bonds such as metal and vitrified, which are like iron to hammer, are suitable. On the other hand, for finish machining or prone-to-chipping materials like fused silica glass (fused quartz), resin bond which is much softer than other bonds is preferable.
To do heavy and rough work, we use large hammers and hit the object with a few big strikes. In contrast, to do precision work, we use small hammers and hit the object with many tiny strikes. Again, the same applies to machining ceramics using diamond grinding tools.
Since efficiency is a top priority in rough machining, we use diamond grinding tools with coarser grains, and process a work at a lower speed and with a deeper cut. On the other hand, accuracy is a key to success in finish machining or machining prone-to-chipping materials, we use the tools with sharper and finer grains, and process a work at a higher speed and with a smaller cut.
As mentioned above, there are many factors that can affect machining capabilities, efficiency, as well as accuracy and finish quality of the machined products. Machining ceramics with diamond grinding tools has more to it than machining conventional materials.
We are the expert of designing the tools suitable for each ceramic material as they are all unique in terms of characteristics and machinability. Our tools are either made by tool makers strictly according to our specifications or in house. All tools are subject to traceability and are strictly controlled.
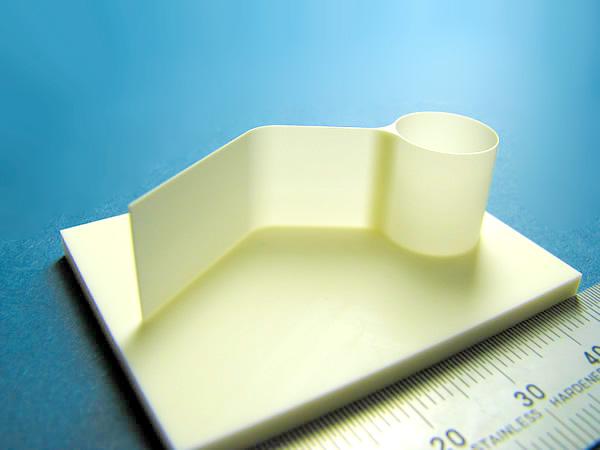
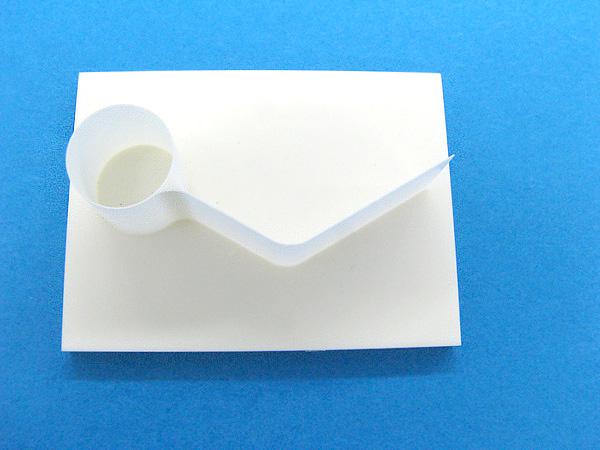
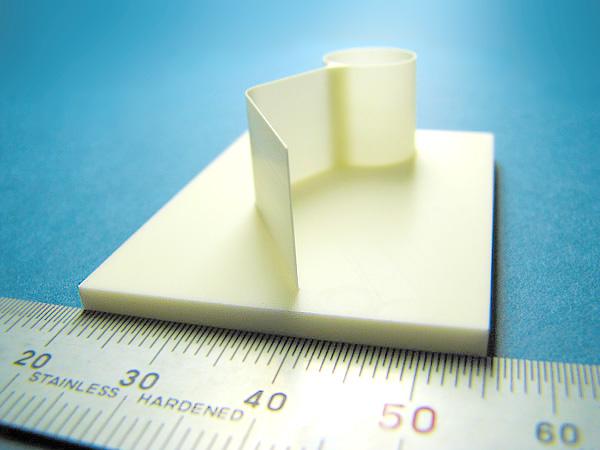
Slit-Forming Die
Part craved from alumina material block: 50×40×20t. Wall Thickness:0.2 mm.
Machining of Fused Silica Glass & Silicon
-

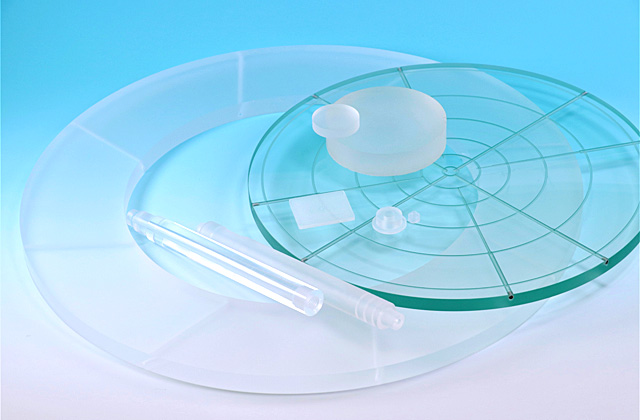
Fused Silica / Quartz glass materials(Sheets or Rods)
-

Silicon Materials(Plates or Ingot)
-

Resin Bonded Grinding Tool
-
Vitrified Bonded Grinding Tool
-

Machining Process
-

Machining Process
-
Machining Examples
-

Machining Examples
Machining the materials that very fragile and extremely easy to chip or break
Fused Silica Glass and Silicon are softer and have better machinability than ceramic materials in general. The downside of these materials is that machining them produces great deal of mud/powder and clogs the diamond grinding tools. Therefore, clogging prevention is crucial.
Also, these materials are very fragile and extremely easy to chip or break. Imagine that many tiny hammers are breaking quartz glass little by little. That is what machining fused silica glass with diamond grinding tool is like. Machining it generates a numerous number of micro-cracks. Excessive force generated while machining makes micro-cracks to grow into large cracks which cause the workpiece to break.
We, at Top Seiko, machine these fragile materials under the conditions in which damage to the workpiece is minimized.
For example, we do the following:
1.Design or modify the tool to reduce self-excited vibrations generated while machining.
2.Use soft bond diamond grinding tools with fine and sharp grains.
3.Machine them at minimum feed rate.
Also, all edges need to be C or R chamfered. If not, micro-cracks in the sharp edges will propagate and cause chipping or breaking. However, if sharp edges are required but slight chamfering is accepted, we strongly advise our customers to have slight chamfering on the all edges.
Some customers require transparency in their Fused Silica Glass parts. Not a problem.
We outsource processes of lapping or polishing to our manufacturing partners.
Machining of Molybdenum
-
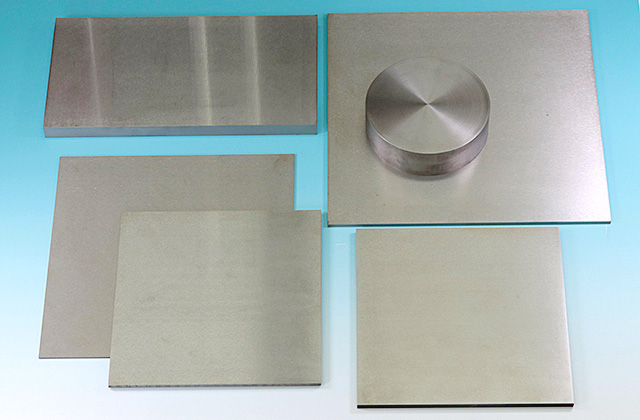
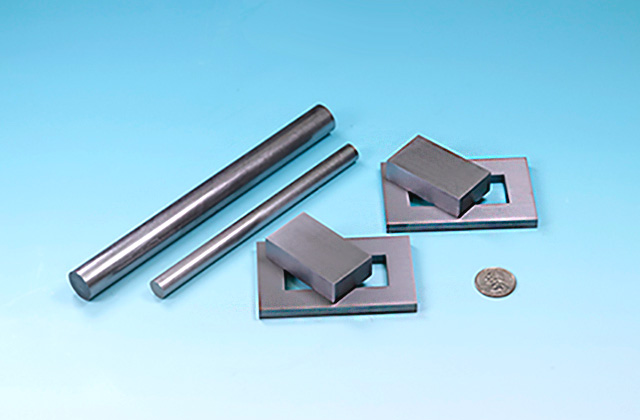
Molybdenum Sheet Materials
-
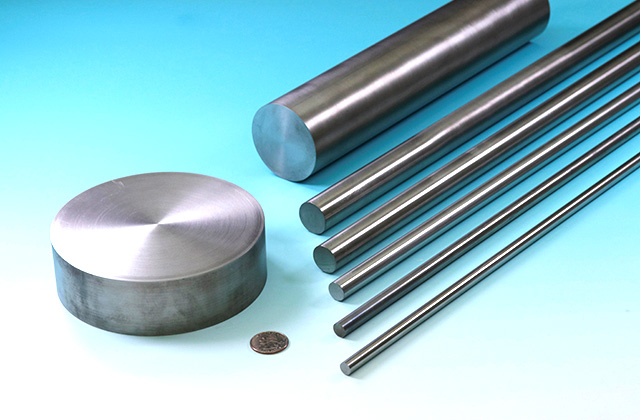
Molybdenum Rod Materials
-

Molybdenum Internal Stocks
-

Tungsten Carbide End mills
-
Long Drill Bits
-
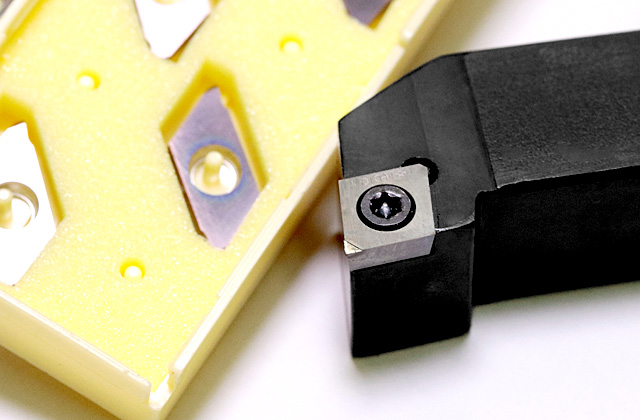
Tool Bits(Beitel)
-
Machining Process
-
Turning by Lathes
-

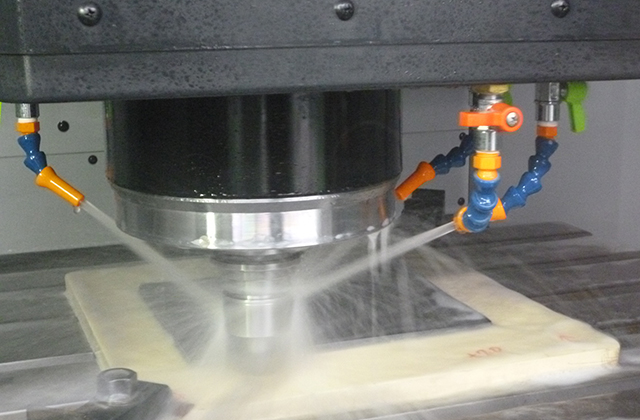
Grinding Process
-
Machining Examples
-

Machining Examples
It is crucial that suitable cutting tools and machining conditions are chosen.
Molybdenum metal is produced by sintering molybdenum powder at extremely high temperature. And then it will go through processes such as forging, rolling, and swaging. Due to its production processes, molybdenum has both characteristics of ceramics and common metals: it breaks, chips, or cracks like ceramics, but also burrs occur after machining operations like common metals.
Machinability of molybdenum is not as bad as you would imagine. It can be machined with tungsten carbide tools that are commercially available. However, the crystal grains are so hard that they can cause excessive wear on cutting edges of a tool. For efficiency in complex and precision machining of molybdenum, it is crucial that suitable cutting tools and machining conditions are chosen. The selection of proper tool geometry is extremely important. The material of the tool plays a big role, too. Once tools are ready, we should machine it under conditions in which prevents wear and crack in a tool tip as much as possible.
Sizes of crystal grain of molybdenum vary depending on temperature and duration of manufacturing processes. Since crystal grain size affects the machinability of molybdenum, it is important to obtain molybdenum material with heat history.
Since molybdenum is a conductive metal, we also process it with EDM machines.
Machining of Tungsten
-
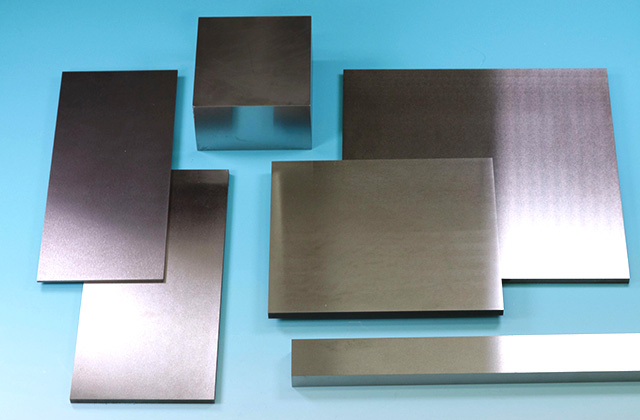
Tungsten Sheet Materials
-
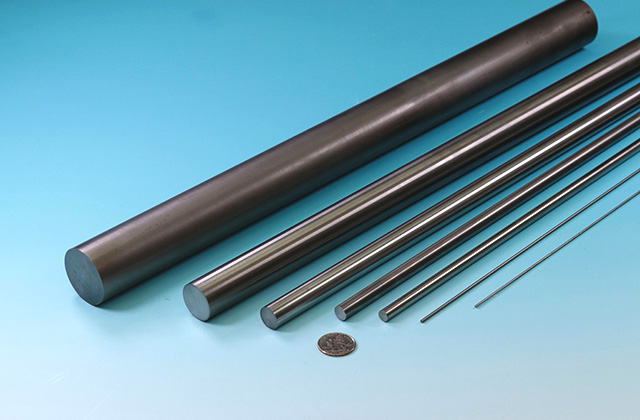
Tungsten Rod Materials
-

Tungsten Internal Stocks
-

Tungsten Carbide End mills
-
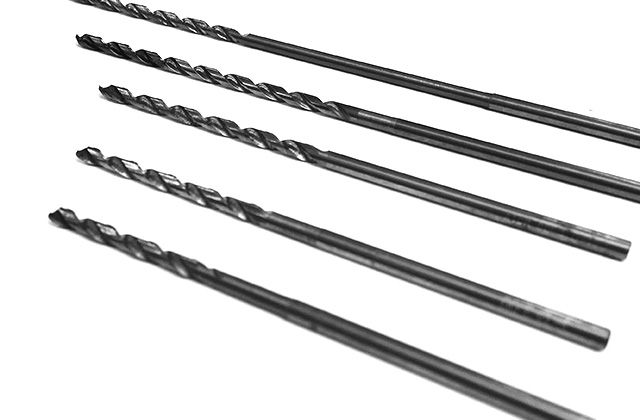
Long Drill Bits
-
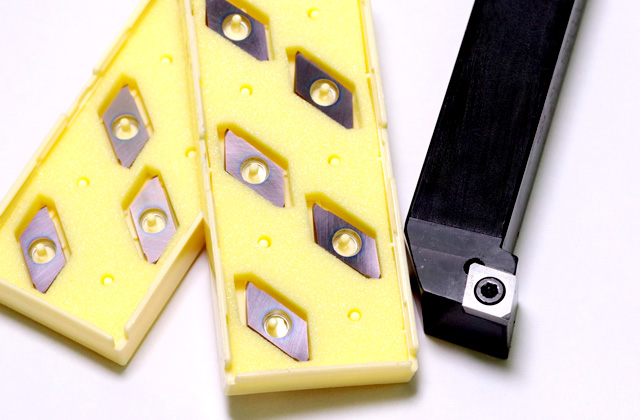
Tool Bits(Beitel)
-
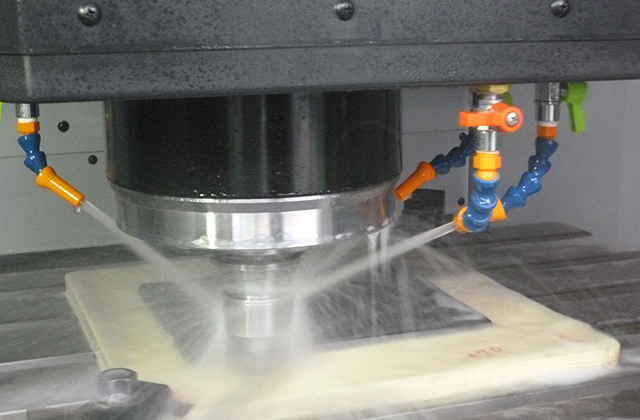
Machining Process
-

Turning by Lathes
-

Machining Examples
-

Machining Examples
Tungsten is ultra-hard and is extremely difficult to machine.
Tungsten is produced by sintering tungsten powder at even higher temperature than that of molybdenum. And then, like molybdenum, it goes through processes such as forging, rolling, and swaging. Since crystal grains of tungsten are much harder than that of molybdenum, milling it can rapidly wear the cutting edges of the tool. Even worse, tungsten is brittle and prone to cracking and breaking during machining operations.
As mentioned above, tungsten is ultra-hard and is extremely difficult to machine. Some say heating it with a burner improves machinability, and others say machining it under below-zero temperature condition prevents damage to the cutting edges of a tool caused by heat. Nevertheless, we machine tungsten at room temperature.
In order to machine tungsten, you need right cutting tools. We have tried different tool materials such as diamond, CBN, and ceramics. However none of them were as good as tungsten carbide in terms of durability and cost effectiveness. Among tungsten carbide, we choose the one with high hardness and toughness.
In addition, tools need sharp cutting edges to reduce cutting forces and prevent the workpiece from cracking or breaking. Since the cutting edges lose their sharpness rapidly when machining tungsten, it is also essential to employ tool geometry which provides efficient chip control.
Moreover, we grind our tools in-house to maintain edge sharpness of the tools. Since rapid cutting edge wear is inevitable, we machine tungsten quickly while the tool maintains its sharpness, and regrind the tool as soon as it loses its sharpness. A dull tool causes cracking and chipping around the edges of the workpiece.
Sizes of crystal grain of tungsten vary depending on temperature and duration of manufacturing processes. And crystal grain size affects the machinability of tungsten: larger the grain, worse the machinability. Since tungsten crystal grains grow larger by the progress of recrystallization, resulting in significantly worsened machinability, obtaining the material with heat history becomes even more important than when machining molybdenum.
Since tungsten is a conductive metal, we also process it with EDM machines.
Machining of Tantalum
-
Tantalum Materials(Sheets or Rods)
-
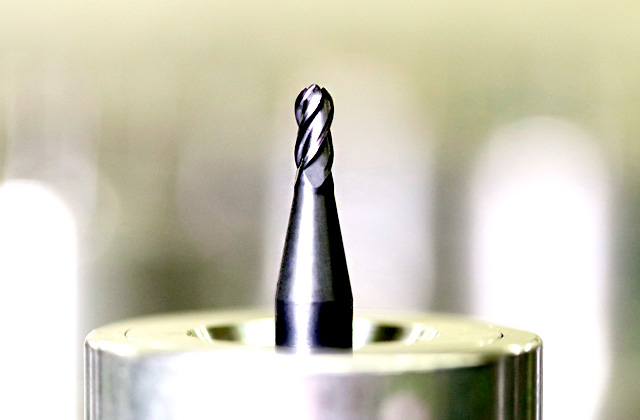
Tungsten Carbide End mills
-
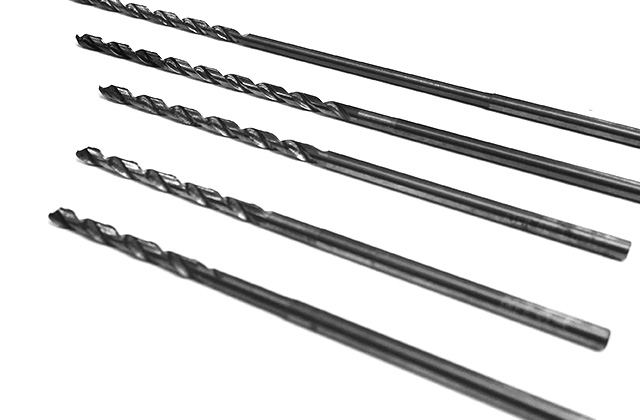
Long Drill Bits
-
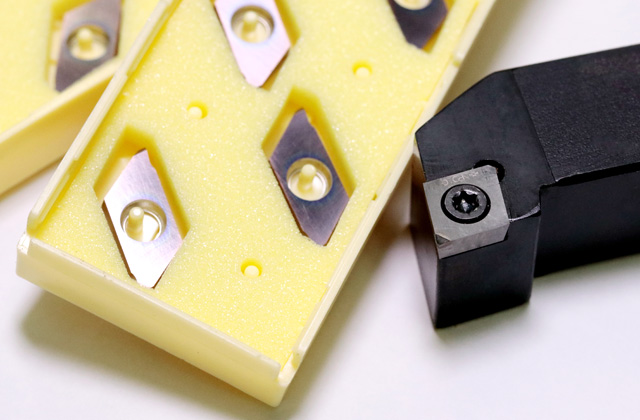
Tool Bits(Beitel)
-

Machining Process
-
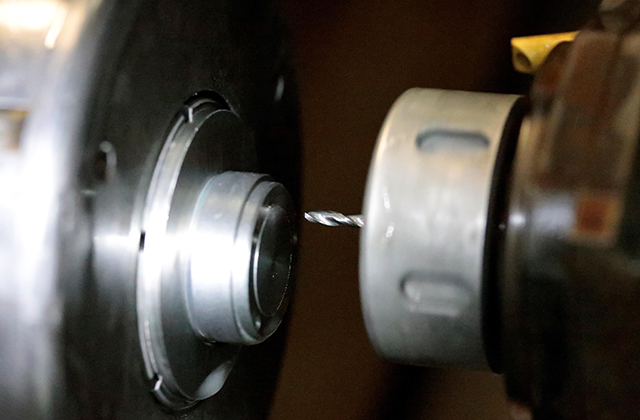
Turning by Lathes
-
Cylindrical Grinding Process
-

Machining Examples
-

Machining Examples
-

Machining Examples
It is important to machine tantalum with tools which have sharp cutting edges to minimize cutting forces and heat generated during machining.
Tantalum is a rare, hard, refractory metal. Unlike tungsten and molybdenum, tantalum is fabricated by melting just like common metals. Therefore, machinability is also similar to that of common metals. However, due to its high work-hardening tendency, it is important to machine it with tools which have sharp cutting edges to minimize cutting forces and heat generated during machining. Dull tools causes a great deal of damage and scuffing of the machined surface.
Although tantalum has a number of interesting properties such as high temperature strength, anti-oxidation property and high corrosion resistance, its applications tend to be limited to small-sized components due to its expensiveness.
