Machining Ultra-Small Components with Micron-Level Precision
By utilizing more than 100 machine tools—including high-speed spindle and linear-drive machining centers as well as 5-axis machining centers—we perform a wide range of processes such as contour machining, pocket machining, surface texturing, groove machining, and thread machining.
We are also capable of 3D machining for materials such as ceramics and molybdenum.

Production System
- Environment
- The factory floor is designed with vibration control measures.
Appropriate temperature control is maintained. - Equipment
- We are committed to introducing the latest equipment.For more details, please refer to the Equipment Overview.
The temperature of Cutting and Grinding Coolant is carefully controlled. Daily inspections and periodic accuracy checks are conducted to maintain machining precision. - Tools
- Our tools are designed in-house and either custom-made by tool manufacturers or produced internally.
Through test machining, we analyze the mechanisms of cutting and grinding and continuously work to develop the most suitable tools. - Jig
- We design and manufacture appropriate fixtures as needed.
- Personnel
- We have many experienced and highly skilled engineers.
Through structured training programs, we continuously promote the acquisition of knowledge and the improvement of technical skills. - Machining Conditions
- We have accumulated extensive machining data over the years.
When necessary, test machining is conducted, and the results are used to determine the optimal conditions for production machining. - Material Knowledge
- We continuously work to deepen our knowledge of the materials required for machining.
- Machinable Materials
- Ceramics, Quartz, Heat-Resistant Glass, Silicon, Machinable Ceramics, Composite Materials, Molybdenum, Tungsten, Tantalum, and more
- Accuracy Control
- We conduct daily inspections and periodic calibration to ensure strict accuracy control.
When necessary, we also utilize external inspection organizations (such as industrial testing laboratories).
Accuracy by Item
| Item | Accuracy | |
|---|---|---|
| General | Minimum | |
| Pitch | ±0.05 | ±0.003 |
| Inner / Outer Diameter | ±0.05 | ±0.003 |
| Thickness | ±0.05 | ±0.002 |
| Features (Protrusions, Counterbores) | ±0.05 | ±0.003 |
| Hole Diameter | ±0.1 | ±0.005 |
| Threads | Go: Thread Gauge Control / No-Go: Pilot Hole Diameter Control | Go: Thread Gauge Control / No-Go: Pilot Hole Diameter Control |
| Flatness | 0.05 | 0.003 |
| Parallelism | 0.05 | 0.005 |
| Roundness | 0.05 | 0.005 |
| Cylindricity | 0.05–0.1 | 0.005 |
| Surface Roughness | Ra 0.8 | Ra 0.05 (In-house Polishing) |

Examples of Precision & Micro Machining
Molybdenum Electrode
Dome-shaped molybdenum machined part
Plate thickness: t0.05
Minimum rib width: 0.05 mm


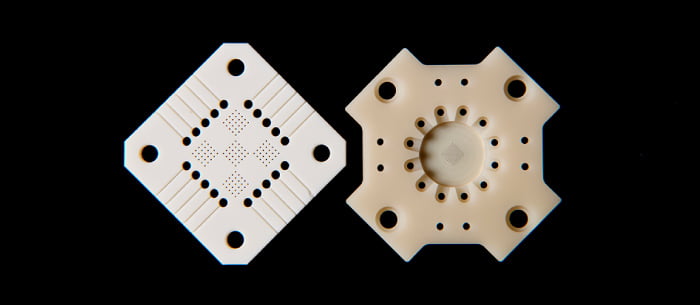
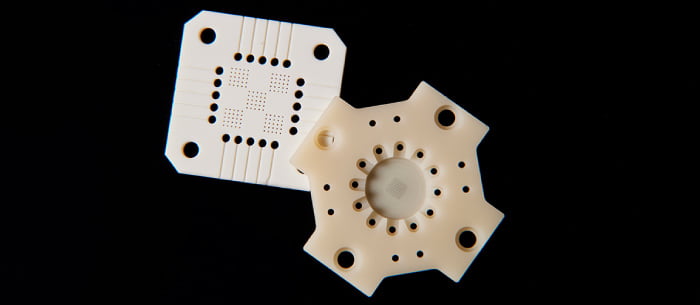
Probe Guard Fixture
Example of machining 100 holes of φ0.07 at the center of a sample
(Material: Machinable Ceramics)